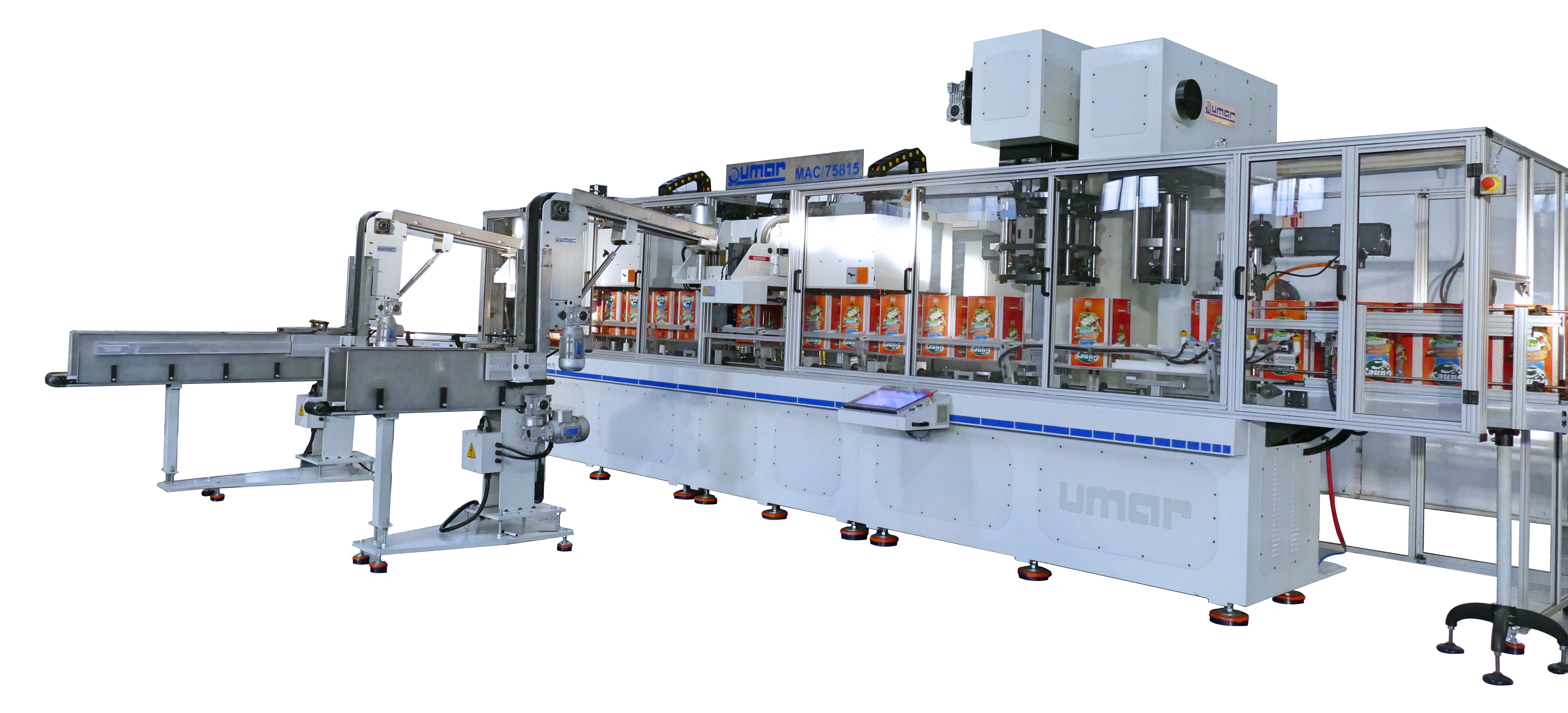
MAC/75108 1LT Angular Can Body Assembly Line

The can bodies are entered to the machine in vertical position.
This line consists of following stations:
1st Station: Inlet Conveyor and Synchronization to Body Transfer Arms
Infeed conveyor and synchronization to the transfer arms will move the can body between the stations for the below operations. Synchronization is performed by pneumatic fingers that are driven by electronic cam. Transferring arms’ back and forth and open-close movement is done by a cam system which is powered by servo motor.
2nd Station: Welding Line Indexing Unit
The body is turned on a rotary table in order to detect where the welding line is. The welding line is positioned as set on the screen. The detecting of the line is done via contrast sensor or ultrasonic sensor.
3rd Station: Body Shaping Unit (Expanding)
The cylindrical body is lifted up into the hanging expanding arms which will make the expanding from four corners. The expanding and the lifting with belt system is powered and controlled by servo motors. The expanding range and the lifting height can be adjusted from the touch display automatically.
4th Station: Bottom Flanging Unit
Mechanical powered flanging system is squeezing the body from corners. The expanded body is lifted to the upside down hanging flanging tool with servo cam mechanism.
The flanging and seaming heads are on the same column and head frame, for the set height adjustment they are moving together up and down.
5th Station: Bottom Seaming Unit
The ends are taken from the magazine by an eccentric cam system which is powered by servo motor.
The body is lifted up and the end is fed simultaneously to the seaming chuck that is synchronized when the seaming rollers are in open position. In seaming system, four rollers are used for a good quality and leak-proof seaming.
In order to obtain a good seaming quality, it is preferred full curled ends which are curled with rollers from flat edge ends.
The lifting of the body to the seaming station is driven by servo-mechanic system.
6th Station: Body Turnover
Magnetic turnover of the body is controlled by servo system.
7th Station: Top Flanging Unit
Mechanical powered flanging system is squeezing the body from corners. The expanded body is lifted to the upside down hanging flanging tool with servo cam mechanism.
The flanging head and the seaming head are on the same column to set height adjustment as they are moving together up and down.
8th Station: Top Seaming Unit
The lids are taken from the magazine by an eccentric cam system which is powered by servo motor.
The body is lifted up and the lid is fed simultaneously to the seaming chuck that is synchronized when the seaming rollers are in open position. In seaming system, four rollers are used for a good quality and leak-proof seaming.
In order to obtain a good seaming quality, it is preferred full curled lids which are curled with rollers from flat edge lids.
The lifting of the body to the seaming station is driven by servo-mechanic system.
| Volumetric Capacity | 0.2 – 1.5 lt |
| Production Capacity | 80 cans/minute* |
| Min. Body Size (Diagonal) | 90 mm |
| Max. Body Size (Diagonal) | 120 mm |
| Min. Body Height | 80 mm |
| Max. Body Height | 250 mm |
| Total Power | 40 kW |
| Supply Voltage | 220/380 Volt - 50/60 Hz |
*Depends on body dimensions.
Show More